











Real Win Laboratory
In this experiment, the first 10 items of 30 cm profile samples are placed in the Freezer device and kept at a temperature of -15 ° C for at least one hour, then they are tested by a weight of 1 kg from a height of 1500 mm. According to the RAL standard, no more than 10% of the samples (more than one profile) should be broken.
In this experiment, a 22 cm sample is heated at 150 ° C for half an hour, then it is cooled to ambient temperature. After the test, the sample should be free of any appearance deformity (including wrinkles, cracks, etc.)
The 250mm sample is measured with 1mm accuracy and its mass is measured with the 1-gram accuracy. The mass of the calculated unit should not be less than 95% of its nominal value, according to the provided standards.
Three sections of the 220mm profile are selected and marked with two lines at a distance of approximately 200mm on both sides of the surface, perpendicular to the axis of the profile. These samples are placed in the oven at 100 ° C for one hour after marking, and after cooling to ambient temperature, the distance between the marks is measured again. For each sample and each pair of marks, the heat return coefficient is calculated as a percentage. According to the RAL standard, the percentage of heat return difference should not be more than 3% for the sub-profiles (drain, connection, cover, interface, etc.) and not more than 2% for the main profiles. In addition, for the main profiles, the difference in the percentage of heat return between the two sides of the surface should not be more than 0.4%.
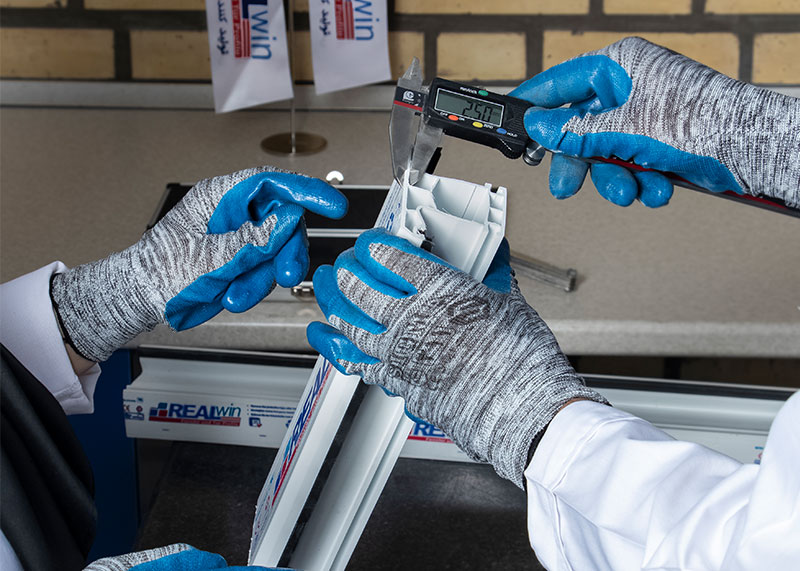
The cross-sectional thickness of the profiles, the thickness of the inner and outer walls as well as the geometry of the profile are measured using high-precision tools and then they are compared with standard dimensions.
To measure the deviation of the longitudinal axis of the profile, two 1000mm samples are placed mirror-like on a flat surface next to each other and the distance created in the entire longitudinal axis of the two profiles are measured by accurate measurement devices. The deviation of the profiles should not exceed 1 mm in the total length of one meter. In other words, only up to half a millimeter of curvature or deviation per meter of the profile is acceptable.
The cross-sections of the profiles are welded to the sample in the laboratory after the welding stage. According to the RAL standard, each of these cross-sections must reach the failure stage by reaching a certain force, and if the profile is broken earlier than the defined amount of force, the products will be rejected.